The Cacimbas Gas Treatment Unit treats gases and condensates originating mainly from the Golfinho field, and natural gas from the Peroá Field (PPER-1), municipality of Linhares, ES. The South-North Capixaba Gas Pipeline, which will expand the company's natural gas flow capacity between the southern and northern regions of the state of Espírito Santo.
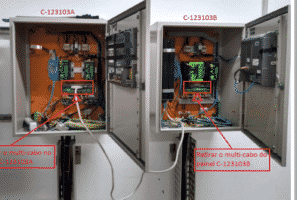
SSE provided three unit control panels (one per pair of motor-compressors) and SSE technicians operated during the commissioning activities, also providing technical assistance during all critical start-up phases of the new project cycle.
SSE Brasil's solution consisted of modernizing the anti-surge process and performance, through a control panel per pair of each of the 6 Sundyne compressors in the plant.

The items developed by the engineering team were:
– Applicable reference documentation:
– Control and protection anti-surge (AS) SSE:
– SSE performance control:
– Implementation and philosophy of compressor control:


This process has a specific start-up procedure, because electric motors and compressors are designed to operate under the working conditions of the process: the propane gas in the compressor suction must be close to the vacuum pressure and the temperature should be 10°C maximum. Truly, when the plant starts up for the first time, the propane gas conditions must be very different from the project conditions: the propane temperature must be close to ambient temperature and the propane pressure depends on the amount of propane used to pressurize the cycle. This means that when the compressor starts, an electric motor overload trip can occur.
To avoid this, some dedicated functions are developed in the control system:
On each panel, the Rockwell CompactLogix PLC is installed and configured with custom plant algorithms. Each panel consists of a FactoryTalk View supervisory system installed on the industrial computer with operating system Windows IoT Enterprise on the front panel.
For this, the control system manages all the main auxiliaries and the machine, valves through automatic or manual sequences. It also manages the start permissive and the compressor trips in case of an emergency.
Therefore, valve management in automatic mode allows the system to pressurize the compressor before the compressor starts, without operator intervention.
| PRODUCTION | 3 units of control panel (1 for each pair of Sundyne compressors) |
| CONTROLADOR | PLC Rockwell CompactLogix |
| SUPERVISORY | FactoryTalk |