
Condition monitoring and vibration analysis during machine start-up, treat the more signs critical which can be collected by a dedicated monitoring and must be analyzed by means of a real-time analyzer to check the correct mechanical performance of the turbine and compressor, for example.
Analysis of a system is essential for preventing and detecting speed and vibration, which play a crucial role in the performance and health of turbomachinery. Acquiring this data and graphing trends helps determine machine parameters. Monitoring these variables in real time during start-up helps to ensure correct mechanical performance and early detection of possible problems.
This system can be connected to complex machines such as turbines and compressors for the power generation industry or in the grinding of various types of material with applications in research, mining, food and agriculture. The data collected can be for both trends (continuous) and ramp measurements (acceleration/deceleration). It is therefore a system that is developed and supported locally or remotely, and can be customized to meet customer needs and applications.
What are the main types of monitoring?
Online machine monitoring for rotating equipment is usually divided into two categories:
- Protection monitoring (MMS / MPS / VMS)
- Forecast monitoring (CMS)
Where from English:
- MMS (Machine Monitoring System) stands for machine monitoring system;
- MPS (Machine Protection System) stands for machine protection system;
- VMS (Vibration Monitoring System) stands for vibration monitoring system;
- CMS (Condition Monitoring System) stands for condition monitoring system;
Scope of work
The scope of supply and work for the MMS system must cover at least the following aspects.
- Project management and execution
- Applicable code/standard (e.g. API 670, API 612, IEC 61508, IEC 61511, IEC 62443)
- Specification for MMS & CMS
- System design (system architecture) and interfaces
- Network design
- IT / OT / wireless integration
- Hardware configuration
- Requirements SIL and cybersecurity
- System configuration, parameter setting, relay logic
- FAT, iFAT (Factory Acceptance Test (FAT), and i for internal)
- SAT (Site Acceptance Test)
- Design and documentation
- Calibration, inspection and test reports
- Training
Sensors used in Protection Systems
The most common sensors used for protection and/or protection monitoring are:
- Acceleration
Accelerometer (piezo-based)
- Speed
Speed sensor (piezo-based)
Speed sensor (based on electrodynamics)
- Shift position
Eddy current sensor
LVDT (Linear Variable Differential Transformer)
- Displacement vibration
Current sensor
- Speed and Rotation Phase
Current sensor with phase target
Hall effect sensor with phase target
Optical sensor with optical target
- Rotational acceleration
Eddy current sensor with gear target
- Direction of rotation
Dual eddy current sensors with gear target
- Temperature
Surface temperature in conjunction with an accelerometer
- Pressure
Static and dynamic pressure sensor
Dynamic pressure sensor
- Sound
Ultrasound detector
Some of the specialized measurements for turbine supervision instrumentation include differential expansion, eccentricity, zero speed, casing expansion, absolute axis and valve position.
How a Machine Monitoring System (MMS) can be designed
Some of the points to be noted when designing an MMS system are the maximum length cable between the transducer and monitor. An instrument cable of low capacitance is desirable.
Relay sizing (counts) - Critical signals must be connected from the machine's monitoring system to the ESD/DCS (Emergency Shutdown/ Distributed Control System) in order to take the necessary tripping actions. Pre-alarm signals must be considered via the serial interface.
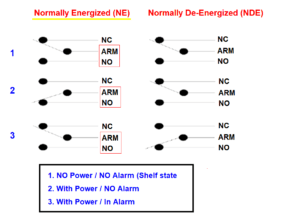
A relay contact wiring is important. Ideally, the Machine should not work without an MMS system. This means that, when MMS is not turned on, it will not allow the machine to operate.
In this case, the relay shelf state (no power) C-NO of the normally energized relay wiring can be used. Once the system is energized, this C-NO contact will change to a no alarm condition, so it will switch to healthy status.
The MMS I/O count and the drawing of the sensor, probes and proximitors with part number and dimensions from the rotating equipment supplier must be sent to the MMS supplier for compatibility checking. Configuration details such as value type (RMS or pk-pk) for vibration/accelerometer sensors and frequency filter values (high-pass and low-pass) must be available.
Based on the availability/asset classification requirement, the machine monitoring/condition system can be specified as simplex hardware, redundant CPU, redundant power supply, redundant sensors and/or condition monitoring requirements such as root cause diagnosis and thermodynamic performance monitoring.
From system evaluation to types of maintenance
For example, speed and vibration analyses involve collecting their respective signals and analyzing them using specialized software or the machine's operating manual. This evaluation process helps to identify specific frequency ranges and amplitudes associated with different machine components, providing information on their overall condition.
Real-time machine monitoring systems are a valuable analytical tool for rotating machinery. They can quickly detect and diagnose any problems that may arise during start-up, such as components in disrepair.misalignment, unbalanced, bearing failureamong others. This allows rapid corrective action to be taken, reducing the risk of damage or emergency shutdown of the machine and its components.
As well as identifying specific problems, analysis can also be used to monitor machine performance over time. This can help predict potential problems before they occur, allowing proactive maintenance to be carried out. The technique also allows engineers to optimize the design and operation of the machine, reducing the consumption of energy and increasing efficiency.
Types of maintenance that we can list are Reactive Maintenance (correctivereacts after a failure has occurred) and Proactive Maintenance (activeThis is because it ensures that functional failure does not occur). You can't have a Predictive Maintenance System without using Condition Monitoring techniques. Predictive maintenance uses condition monitoring to collect, compare and store measurements that define the integrity of a machine by monitoring displacement, speed, acceleration, etc. Although Predictive Maintenance can certainly be considered the backbone of a Proactive Maintenance system. However, this does not necessarily guarantee that the root causes of problems or failures will be eliminated or even addressed.
The Preventive and predictive maintenance should focus on developing a strategy on how to deal with all the reasons why things go wrong, in order to identify root causes and eliminate them.
Maintenance predictive maintenance reduces repair costs by having early warning signs, it reduces the number of unnecessary inspections, eliminates the costs of catastrophic failures, reduces the downtime and increases the machinery reliability.
Finally, analysis and diagnosis are critical components of the maintenance and operation of rotating machinery. By using vibration analyzers and real-time speed sensors, engineers can ensure that machines are operating optimally and detect any problems quickly, reducing the risk of damage and improving overall performance. Regular analysis can also help predict and prevent problems, leading to more efficient and reliable operation of machinery.


